CALIBRADORES PASA-NO PASA.
CALIBRADORES PASA – NO PASA
Dispositivos diseñados para verificar las
dimensiones de una parte en sus límites de tamaño superior e inferior,
de acuerdo con las tolerancias especificadas por las normas.

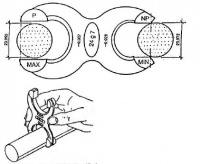
Este es uno de los métodos más rápidos para medir roscas externas y consiste en un par de anillos roscados pasa-no pasa.
Estos calibres se fijan a los límites de
la tolerancia de la parte. Su aplicación simplemente es atornillarlos
sobre la parte. El de pasa debe entrar sin fuerza sobre la longitud de
la rosca y el de no pasa no debe introducirse más de dos hilos antes de
que se atore.
Estos calibres sólo indican si la parte
inspeccionada está dentro de tolerancia a no (atributos). Ellos no
especifican cual es el tamaño real de la parte roscada; para ello se
hace necesario usar alguno de los método antes descritos.
También hay calibres roscados pasa-no pasa
para la inspección de roscas internas. Estos trabajan bajo el mismo
principio de pasa y no pasa; en este caso, el calibre de no pasa entrará
una vuelta cuando más, pero no otra. Este es quizá el método más
práctico para medir roscas internas, ya que aunque existen instrumentos
que proporcionan datos variables, éstos no están disponibles para los
diámetros más pequeños.
Los calibradores se usan para comprobar
dimensiones externas tales como diámetro, anchura, grosor y superficies
similares. Los calibradores de anillos se emplean para revisar diámetros
cilíndricos. Para una aplicación determinada, generalmente se requieren
un par de calibradores, uno de pasa y el otro de no pasa, cada
calibrador es un anillo cuya abertura se maquina a uno de los límites de
tolerancia del diámetro de la parte. Para facilidad de manejo, la parte
exterior del anillo está moleteada. Los dos calibradores se distinguen
por la presencia de un surco alrededor de la parte externa del anillo no
pasa.

Calibrador pasa no pasa de contacto para
medir el diámetro. El calibrador límite más común que se utiliza para
verificar diámetros de orificios es el calibrador de inserción. El
calibrador consta de una manija a la cual se conectan dos piezas
cilíndricas precisamente asentadas (insertos) de acero endurecido, como
en la figura 3.56. Los insertos cilíndricos funcionan como os
calibradores de pasa y no pasa. Otros dispositivos similares al
calibrador de inserción incluyen los calibradores de ahusamiento, que
consta de un inserto ahusado para verificar orificios con aguzamientos; y
los calibradores roscados, con los que se verifican las roscas internas
en las partes

.Calibrador pasa no pasa de contacto.
Estos calibradores son fáciles de usar
y el tiempo requerido para completar una inspección casi siempre es
menos al que emplea un instrumento de medición. Su desventaja es que se
obtiene muy poca información del tamaño real de la parte; solo indican
si el tamaño esta dentro de la tolerancia.
Calibres fijos pasa - no pasa
Como su nombre lo indica, estos calibres han sido fabricados para medir una sola clase de piezas.- Calibres fijos para ejes: Constan de dos bocas o aberturas, una de las cuales ha sido fabricada con la cota mínima entre sus superficies de medición y constituye el lado NO PASA del calibre, la otra tiene la dimensión de la cota máxima permitida y constituye el lado PASA. Para ser aceptados, los ejes deben pasar por el lado pasa y no pasar por el lado no pasa.
 Calibre pasa-no pasa.
Calibre pasa-no pasa.

Otros tipos de calibres pasa - no pasa

Otros tipos de calibres.
Algunos de estos calibres llevan a un solo lado ambos miembros calibradores, el pasa y el no pasa, por lo que si son calibres para ejes por ejemplo, tienen forma de herradura y se denominan calibres progresivos, es decir que a un solo lado, uno a continuación del otro se encuentran el extremo pasa y enseguida el no pasa. Otros tipos de calibres llevan en mangos separados cada uno de los miembros calibradores. Estos deben llevar además algún distintivo que permita distinguir fácilmente entre los pasa y los no pasa. Por otra parte, algunos son regulables, es decir poseen además un sistema de tornillo micrométrico de avance de las superficies de medición y seguro que permite adaptarlos para diferentes medidas dentro de su rango de ajuste, como así también compensar el desgaste de las superficies de medición. Sin embargo, el uso de estos calibres hace necesario disponer de un laboratorio de mediciones y disponer de calibres prismáticos Johansson para regularlos correctamente.
- Calibres anulares: Se fabrican por pares y se utilizan para
calibrar ejes. Uno de los anillos es el anillo pasa, el otro el no pasa.
El anillo pasa viene simplemente moleteado por fuera, de manera de
proporcionarle una buena superficie de agarre para los dedos, mientras
que el no pasa adicionalmente lleva una ranura circular, de modo que son
fáciles de reconocer tanto por el tacto como por la vista.
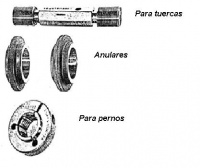 Calibres para tuercas, anulares y para pernos.
Calibres para tuercas, anulares y para pernos.

- Calibres para roscas exteriores: Tienen también forma de anillo y se fabrican de manera que sean ligeramente ajustables; llevan una ranura radial y un elemento de ajuste como un tornillo micrométrico; es casi imposible fabricar estos calibres exactamente en el tamaño requerido por lo que se proporciona un modo de llevarlos al tamaño correcto, una vez que se ha completado su rectificado y pulido.
- Calibres para superficies cónicas interiores y exteriores: Es algo complicado el empleo de estos calibres, ya que las superficies cónicas pueden tener diferentes defectos. Por una parte, el cono puede ser más pequeño o más grande que lo especificado y por tanto no ser aceptable, pero por otra, a pesar de parecer tener el tamaño adecuado puede no tener la conicidad adecuada y por tanto, tampoco ser aceptable. La utilización de estos calibres suele venir acompañada del ennegrecimiento con grafito de una generatriz del calibre (para agujeros cónicos) o de la pieza a controlar (para conos exteriores). El control del tamaño del cono se hace con la ayuda de marcas de tolerancia en uno de los extremos del calibre - si se trata de agujeros - o el control de la distancia que se introduce el calibre, sise trata de ejes cónicos. Simultáneamente se hace girar el calibre y se verifica que el grafito se haya distribuido en forma aproximadamente regular en toda su superficie, garantizando de esta manera que el ángulo tiene la abertura adecuada.
Clasificación de los calibres de acuerdo a su uso / precisión
De acuerdo al uso a que están destinados, coincidente con la precisión de su fabricación, los calibres fijos pueden ser:- Calibres de trabajo: Destinados a ser utilizados en el taller para el control de las piezas en el momento de su fabricación. Están sujetos a revisión periódica.
- Calibres de verificación: Se utilizan para hacer una revisión final de las piezas antes de su envío al mercado. Son más precisos y están sujetos a menor desgaste que los anteriores, debido a un menor uso.
- Calibres patrón: Se utilizan para controlar periódicamente a los otros dos. Son los más precisos.
- Calibres de tolerancia: Los calibres de tolerancia se utilizan en la producción en masa, en serie e individual. Se producen en forma de calibres de dos y de una sola horquilla para el control de diámetros de ejes, o calibres tapón de tolerancia (diferenciales) de dos extremos para verificación de orificios.
- Galgas de espesor:Las galgas o sondas se componen de un juego de láminas de acero, cada una de las cuales esta calibrada en cierto espesor, que varías en los límites de 0,03 a 1 mm, con la longitud de 50 a 200 mm. La precisión del valor del juego u holgura es de 0, 01 mm. Las láminas se las sondas se preparan de acero marca Y9 y Y10.
 galgas
galgas - Calibres prismáticos: También existe los Calibres prismáticos de control que son placas que se utilizan para el control de instrumentos de medición y piezas de precisión. Las placas se preparan de acero aleado instrumental X C y X. Son de formas rectangulares, siendo los lados opuestos del rectángulo superficies de medidas precisas.

No hay comentarios:
Publicar un comentario